X2S/X3S/X4S的PCB傳送導(dǎo)軌...")
體真空回...")
子貼片機(jī)真空發(fā)生器工作原理")
器人量產(chǎn)線(xiàn)方案中西門(mén)子貼片機(jī)優(yōu)勢(shì)")
療主板PCBA貼裝SMT生產(chǎn)線(xiàn)解決方案")
線(xiàn)整體解決方案?")
體比較")
間高質(zhì)量生產(chǎn)解決方案")
問(wèn)題和解決方法")
線(xiàn)需要幾臺(tái)貼片機(jī)")
間貼片機(jī)有輻射嗎")
線(xiàn)對(duì)貼片機(jī)有什么要求")
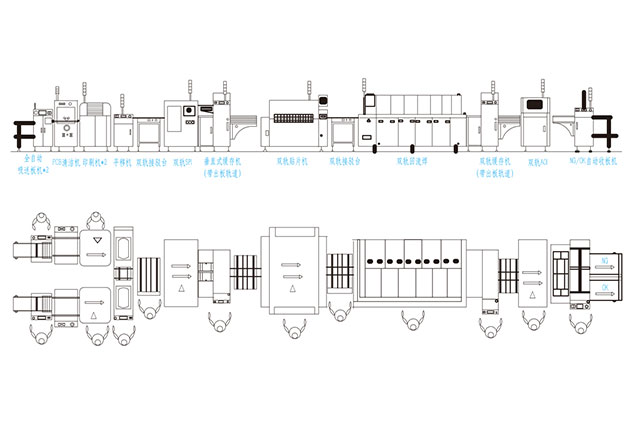
SMT雙軌與單軌線(xiàn)體比較
發(fā)布時(shí)間:2025-12-22 16:33:39 分類(lèi): 新聞中心 瀏覽量:65
在SMT車(chē)間生產(chǎn)線(xiàn)中,單軌與雙軌線(xiàn)體的選擇直接影響產(chǎn)能效率、成本控制與生產(chǎn)靈活性。二者核心差異體現(xiàn)在作業(yè)模式上,單軌線(xiàn)體采用單一傳送軌道串行作業(yè),雙軌線(xiàn)體則通過(guò)雙軌道并行運(yùn)作實(shí)現(xiàn)高效協(xié)同,適配不同生產(chǎn)需求。
生產(chǎn)效率方面,雙軌線(xiàn)體優(yōu)勢(shì)顯著。其依托異步傳送模式,當(dāng)一條軌道進(jìn)行貼片作業(yè)時(shí),另一條軌道可同步完成PCB傳送與定位,徹底省去單軌模式中“傳送-等待”的空窗期,設(shè)備利用率可提升30%以上。以主流貼片機(jī)為例,雙軌模式理論速度較單軌提升20%-40%,尤其適合高頻貼裝的大批量生產(chǎn)。單軌線(xiàn)體因串行作業(yè)存在固有等待時(shí)間,效率相對(duì)較低,但能滿(mǎn)足中小批量生產(chǎn)的基本需求。
適用場(chǎng)景上,二者分工明確。雙軌線(xiàn)體適合大批量、少換線(xiàn)的單一品種生產(chǎn),如消費(fèi)電子等標(biāo)準(zhǔn)化產(chǎn)品,但其換線(xiàn)靈活性差,且受軌道設(shè)計(jì)限制,難以適配大尺寸PCB。單軌線(xiàn)體結(jié)構(gòu)簡(jiǎn)單,換線(xiàn)便捷,更適合小批量、多品種的生產(chǎn)場(chǎng)景,能快速響應(yīng)多樣化訂單需求,對(duì)PCB尺寸的兼容性也更優(yōu)。
成本與穩(wěn)定性層面,單軌線(xiàn)體初期設(shè)備投入低、維護(hù)簡(jiǎn)單,故障點(diǎn)少,適合預(yù)算有限的中小企業(yè)。雙軌線(xiàn)體雖能通過(guò)規(guī)模效應(yīng)降低單位成本,但設(shè)備購(gòu)置、調(diào)試及后期維護(hù)成本更高,且雙軌協(xié)同對(duì)控制系統(tǒng)要求嚴(yán)格,若程序優(yōu)化不當(dāng)易出現(xiàn)等待浪費(fèi)等問(wèn)題。
綜上,企業(yè)選擇需立足產(chǎn)品特性與訂單規(guī)模:大批量標(biāo)準(zhǔn)化生產(chǎn)優(yōu)先雙軌線(xiàn)體以提升效率;小批量多品種生產(chǎn)則選擇單軌線(xiàn)體更具經(jīng)濟(jì)性與靈活性。
 Pemtron AOI自動(dòng)光學(xué)檢查 ATHE...")
空洞真空回...")

HELLER 1936MK7空氣回流焊爐")
回流焊爐1913MK7")
雙面3D AOI EAGLE 8800 TWI...")
 銳鉑R3")
保險(xiǎn)絲盒端子機(jī) 銳鉑R5")
控制板Press Fit插針機(jī)")
半導(dǎo)體LED封裝焊線(xiàn)機(jī)AeroLE...")
用插針機(jī)(分體針) R9")
固晶機(jī)系統(tǒng) AD832i")
 R6")
CM602")
NPM-D3A")

子貼片機(jī)D4i SIPLACE D系列貼片機(jī)租...")
")
")
翻板機(jī)")
